




網站首頁 >> 技術文檔 >> 軸承套圈檢測線二工位熒光磁粉探傷機(檢測線)的結構說明
軸承套圈檢測線二工位熒光磁粉探傷機(檢測線)的結構說明
軸承套圈檢測線二工位熒光磁粉探傷機(檢測線)作為一款專用于套圈的無損檢測探傷機,具有檢測靈敏度高,效率快等優點,該型探傷機可以連續不間斷運行,自動程序每隔12秒循環檢測一次,一次可檢測二件套圈。以下是該探傷機的結構說明:
軸承套圈檢測線二工位熒光磁粉探傷機(檢測線)的結構圖示
軸承套圈檢測線二工位熒光磁粉探傷機(檢測線)的機械結構說明
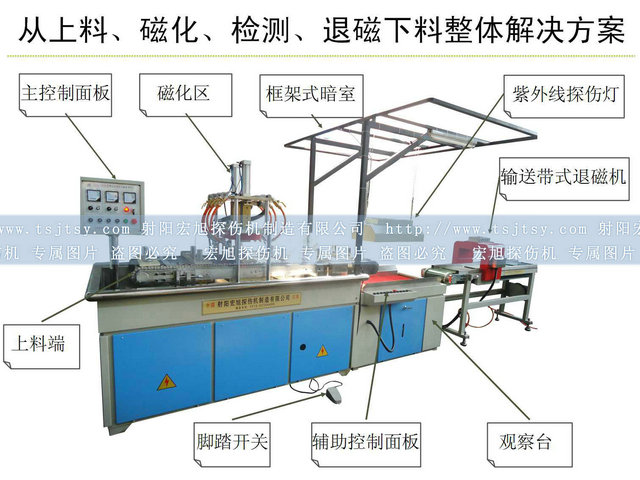
軸承套圈檢測線二工位熒光磁粉探傷機(檢測線),機械主體框架均采用優質槽鋼材料焊接而成,鋼性好,結構牢固,不變形。設備的機械床身采用臥式結構,由輸送機構、周向磁化裝置、縱向磁化裝置、磁懸液噴灑及回收裝置、暗室、觀察臺、退磁機等組成。
1、輸送機構采用槽鋼作框架,從磁化位中間穿過,在末尾設有觀察位,利用鏈輪、鏈條和減速機作動力輸送,確保輸送裝置的平穩輸送,在接近開關的作用下,實現工件從上料位輸送到磁化位的精確定位磁化。磁化后再將工件輸送到觀察位,循環往復。
2、周向磁化裝置,上下結構,輸送機構從中間穿過,上下各置兩組磁化電極,上方兩支電極各配一條氣缸,用于上下穿棒夾緊,對軸承套圈進行周向中心導體法磁化,檢測套圈內外表面及近表面的縱向裂紋缺陷。
注明:下電極配有兩套可互換的接軸,用于大小內徑套圈的中心導體法磁化。
3、縱向磁化裝置采用兩只橢圓形的線圈,與電極同樣上下分別固定,將二支磁化電極包含在線圈內窗中,對套圈工件進行縱向磁化,檢測套圈內外表面及近表面的周向裂紋缺陷。
4、磁懸液噴灑及回收裝置,由噴頭、集液槽、儲液箱、攪拌泵、噴液泵、輸液管路、噴淋頭等組成。
1) 采用純銅大由上至下對套圈噴灑磁懸液,確保工件一次全方位噴灑磁懸液,確保了磁化效果。
2) 集液槽、儲液箱采用非導磁不銹鋼材料制作,不沾染磁粉,經久耐用。
3) 磁懸液經噴液泵噴出后通過集液槽回流至儲液箱內,便于循環利用,配有濾網過濾雜質防止污染。
4) 磁懸液每路噴淋器均設有流量調節閥。
5) 在磁化位配有檔水板(檔水板為高強度透明板,不遮檔視線)保證磁懸液噴淋時不會飛濺出機外。
6) 儲液箱內配有攪拌泵確保磁粉均勻彌散于液體中。
7) 配置一只手動磁懸液噴淋器,位于探傷機的一端,由耐油軟管接出。
8) 磁懸液儲液箱位于設備床身的右下邊,確保添加磁懸液方便,釋放磁懸液干凈,且其容積不小于30升。
9) 通過PLC能夠任意調整磁粉液噴射開始與結束的時間。
5、暗室采用鋼管制作,固定在觀察位,左右配滑動門簾,便于人員進出;配套UV100紫外線探傷燈,用于紫外線探傷燈的熒光磁粉檢測。暗室上方裝有排風扇,用于排換氣,另配有日光燈用于白光照明。
設備中部安裝有磁懸液集液槽(不銹鋼制作),輸送機構、周向磁化裝置、縱向磁化裝置、磁懸液噴灑及回收裝置、暗室等均安裝在磁懸液集液槽中,確保整機運行過程中磁懸液回收再利用。
軸承套圈探傷機產品介紹見:
軸承內外套圈環形件雙工位熒光磁粉探傷機檢測線—速度快、效率高
軸承套圈探傷檢測線功能特點見:
軸承套圈磁粉探傷機(檢測線)的工藝流程及檢測效率說明見:
軸承套圈磁粉探傷機配主控制與輔助控制面板功能說明見: