




網站首頁 >> 技術文檔 >> CJW-2000型熒光磁粉探傷機通用調試操作指引
CJW-2000型熒光磁粉探傷機通用調試操作指引
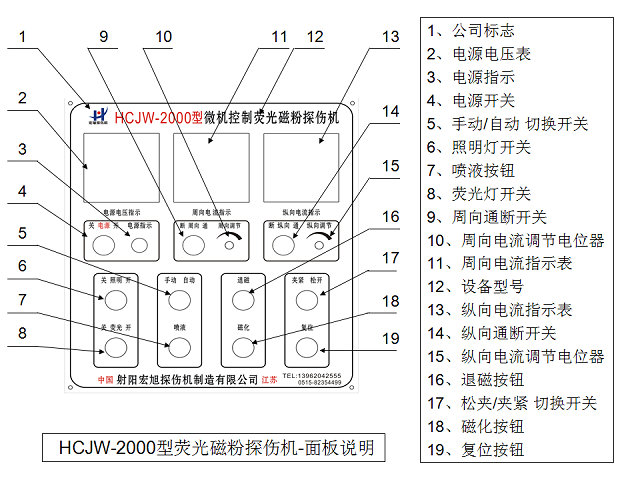
HCJW-2000型熒光磁粉探傷機
通用調試操作指引
概述
本通用調試操作指引說明為射陽宏旭探傷機制造有限公司針對“HCJW-2000型熒光磁粉探傷機”內部培訓資料,僅供參考。
一、磁粉探傷機初次操作前準備工作:
1、操作前請仔細熟讀說明書一至二遍,了解各功能模塊、功能開關、按鈕功能、注意事項等。
2、磁粉探傷機組裝完成后,打開磁粉探傷機左側下方門板接入三相四線380伏及零線,采用不低于10平方的銅芯電纜線(必須接地),接線需專業電工操作,嚴禁非專業人員操作。
3、將電路板上的空開推合,接通外部電源。
4、切換控制面板上的“電源開關”使整機通電。
5、接通氣源,并檢查磁粉探傷機上的氣動二聯件氣壓應達到0.4-0.6MP。
!!!注意:1)、接通氣源前需檢查氣管內是否有水,如有必須先排空;
2)、磁粉探傷機標配氣管直徑為8個。
6、將日光燈管及紫外燈管安裝好后,切換控制面板上的“熒光燈開關”“照明燈開關”,檢查熒光燈與照明燈正常與否。
7、將電源柜上的手動自動切換按鈕切換至手動狀態。
8、按需要加入水或無味煤油到儲液箱內,一次性加滿約為 50斤,
!!!注意:1)、加水或油之前需清潔儲液箱內部的雜質灰塵;
2)、水或油通過集液槽加入也可直接加入儲液箱。
3)、磁粉需按照下表添加(需注意磁粉克重可能因檢測工件的不同會有所變化)
|
水劑磁懸液的配制 |
油劑磁懸液的配制 |
|
磁粉:4-5克/升水 |
磁粉:3-4克/升無味煤油 (應使用無味煤油或磁粉探傷專用載液) |
|
分散劑:0.2% 檢查液重量 | |
|
防銹劑:0.5% 檢查液重量 |
9、確認磁懸液已經加好,合上電路板上的水泵斷路器,讓磁粉在載液中得到充分的攪拌。
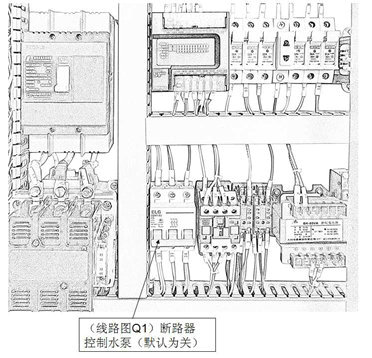
些斷路器可能因電路板大小而變換位置,請注意觀察
10、控制面板上的“手動/自動”切換開關打在“手動”狀態按下噴液按鈕:
1)檢查自動噴淋是否正常
2)檢查手動噴槍是否正常
如發現噴液無力,需檢查管路是否有打結,如無打結,則需將三相電換相。可在總電或斷路器上切換。
注意:1)、在操作前請檢查噴淋管路的噴液方向,并將檔液板拉到身前,以防噴出機外或身上,可先關閉二三只球閥,或關小球閥。
2)、噴液裝置由兩只水泵組成,合上水泵斷路器后,只要打開“電源開關”,其中一只攪拌水泵將自動運行直至關閉“電源開關”,噴液按鈕只是啟動噴液水泵。
二、磁粉探傷機對工件檢測前準備工作:
!!!注意:1)、此時不得將把工件裝入工裝上;
2)、如使用煤油作為磁粉載液,需準備滅火器!!!
1、確認控制面板上的“手動/自動”切換開關打在“手動”狀態,左右旋轉切換“夾緊/按鈕”開關,目測磁粉探傷機是否按照手動指令運行,由氣缸控制左電極伸出、縮回,可多次來回旋轉切換,確認夾緊、松開動作正常,則進行下一步,如否,請檢查氣源壓力是否達到0.4MP以上。(此項為操作員首次試車需進行項目,請務必執行,如非首次操作,可跳過此步驟。建議每日操作前執行一次檢查磁粉探傷機此關鍵動作。)
!!!注意: 磁粉探傷機的程序在“自動”狀態下自動鎖止了可預見性的非法操作,如不能對“夾緊/松夾”“磁化”“噴液”等功能進行操作。如發現操作無反應,請復查是否當前操作為非法操作。請勿嘗試任何非法操作,為此可能導致工件掉落并發生危險!!!
2、繼續保持磁粉探傷機為手動狀態。確定被試車工件的長度,通過手輪調整電極間距至合適位置。將工件放入探傷機的夾持兩端V型托塊上并固定好,能過夾緊開關夾緊工件,通過手搖動與否確認夾緊力可靠。(請注意工件與電極銅板所接觸被夾持的兩端面,需平整光潔,無毛刺、鐵屑、氧化皮、銹斑等,否則易出現打火灼傷工件或紫銅墊板。)
3、根據工件長度,確定開啟噴液球閥數量,并調節噴液頭角度確保對工件的全方位噴灑磁懸液。
三、磁粉探傷機對工件檢測的靈敏度調試:
1、確認控制面板上的“手動/自動”切換開關打在“手動”狀態。
2、準備用于靈敏度檢測的試片及實體裂紋工件
可通過電工膠帶將試片的十字全圓一面貼于工件平整表面繚繞固定,需注意不能將十字全圓處貼到。
如沒有實體裂紋工件,可通過在工件上鉆4-6公厘的孔,將螺栓砸進孔中,使螺栓將孔塞實,再打磨平整至在白光下看不到螺栓印為止。
3、周向電流調節
1)確認控制面板上的“夾緊/松開”切換開關打在“夾緊”狀態,夾緊貼有試片或具有裂紋的工件。
!!!注意:進行周向電流調節時,如工件不夾緊將不能磁化,周向電流需夾緊通電才能工作。
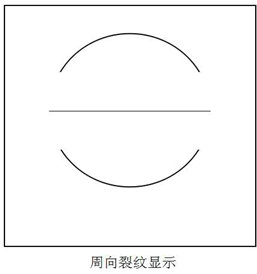
2)將控制面板上“周向通斷開關”打到“通”狀態,“縱向通斷開關”打到“斷”狀態,將“周向電流調節電位器”左旋到底,然后開始將“周向電流調節電位器”右旋逐步調高電流,每旋轉一定的角度后,再點動“磁化”按鈕或“腳踏開關”“磁化”按鈕按下的時間不得超過3秒,此時電流表會有電流顯示。通過旋轉“周向電流調節電位器”,再按工作按鈕,一直調節到需要的電流值大小即可。
!!!注意:調節電流時電流旋鈕不得與工作按鈕同時進行,應旋轉一定的角度后再按下工作按鈕,然后讀出電流值大小。磁化規范規定周向電流的大小為工件平均直徑的8-15倍,通常操作時可以選約10倍即可,工件直徑的單位為毫米。
4、縱向電流調節
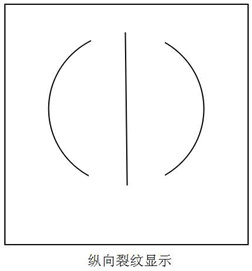
5、分別調整好周、縱向電流后還需將“周向通斷開關”“縱向通斷開關”均打到“通”狀態,進行復合磁化的靈敏度檢測,如發現周向或縱向裂紋顯示不是太清晰時,需針對周向或縱向稍調高或調低電流,最終試片上的十字全圓全部清晰顯示為止。達到一次性檢測工件表面及近表面全部的裂紋缺陷目的。
四、磁粉探傷機正式使用:
1、調整好周縱向電流后,即可將“手動/自動”切換開關切換至“自動”狀態,按下“磁化”按鈕或“腳踏開關”,磁粉探傷機即可按照自動程序自動執行探傷程序:夾緊、噴淋磁化、二次磁化、松夾的自動程序,觀察完畢將工件放回V型托塊,按下“退磁”按鈕探傷完畢。
注意:
1、在觀察完畢后需人工干預發出退磁指令即可自動退磁,其余動作不需要人工操作。
2、本磁粉探傷機儲液箱大約需要磁粉量杯的70-100ml。磁粉在使用中需根據檢測量大小、工件表面清潔光潔程度,定期通過磁懸液沉淀管測量磁粉濃度及試片確認磁粉的合格性,如不使用情況下大約兩個月左右磁懸液會失效,此時需要將磁懸液全部倒掉重新配置。
3、請定期檢查潤滑磁粉探傷機的導軌和電極軸。
4、請定期檢查磁粉探傷機上的氣動二聯件上的右側罐體內的潤滑油是否充足。
5、磁粉探傷機不使用的時候請關閉電源和氣源以及暗室,并且不得在磁粉探傷機上長期放置工件。
射陽宏旭探傷機制造有限公司整理
技術部