




網站首頁 >> 技術文檔 >> 磁粉探傷的原理及檢測程序圖示說明
磁粉探傷的原理及檢測程序圖示說明
作者:宏旭磁粉探傷 發表時間:2015/5/24 17:20:19
磁粉探傷是成本最低、操作簡單易用、檢測效果精確的表面及近表面無損檢測方法,本文通過圖片文字說明磁粉探傷的原理及磁粉探傷設備的檢測程序(注:磁粉探傷設備包括磁粉探傷儀與磁粉探傷機)。
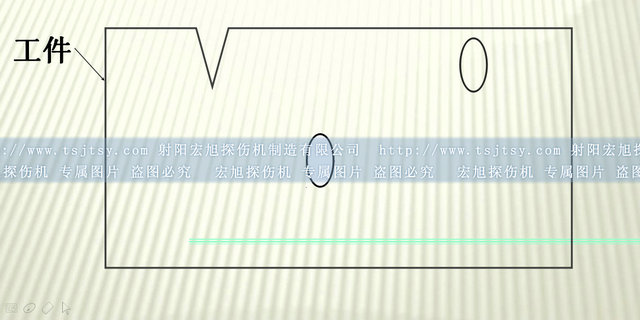
1、準備工件進行磁粉檢測,注意工件的表面需清除氧化層、銹跡、毛刺及油污,以免影響到磁痕的準確顯示。
2、對工件先噴灑磁懸液(磁懸液是油或水與磁粉按一定比例配比而成)
磁懸液http://www.rbbao.com/jishu/647.html
磁懸液的濃度及配比http://www.rbbao.com/jishu/685.html
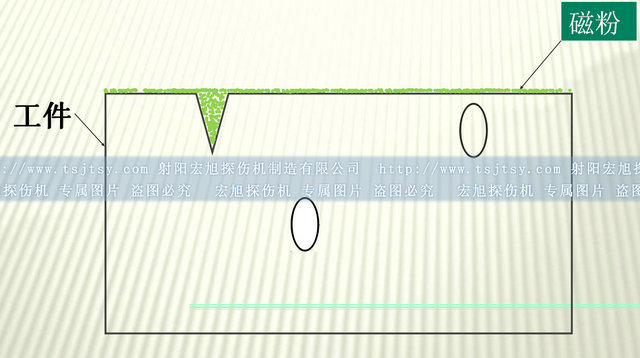
3、噴灑磁懸液同時磁粉探傷設備給工件充磁,噴灑停止后再次給工件充磁,每次充磁不超過1秒時間。
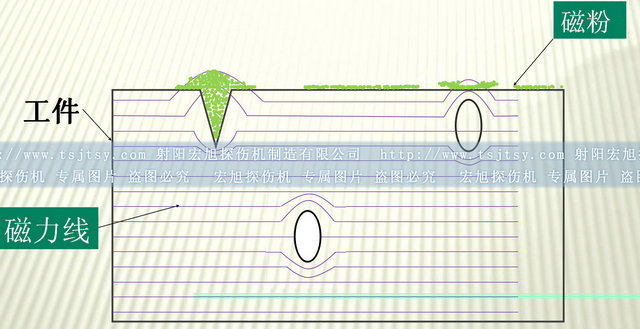
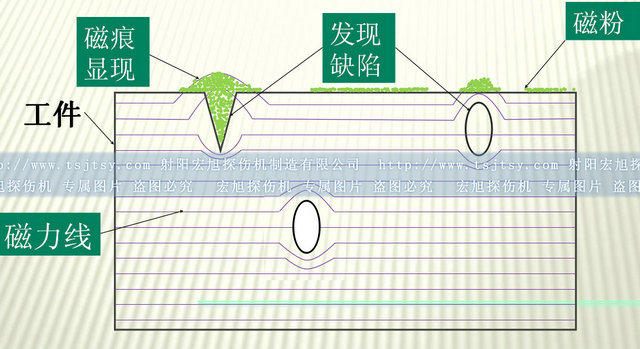
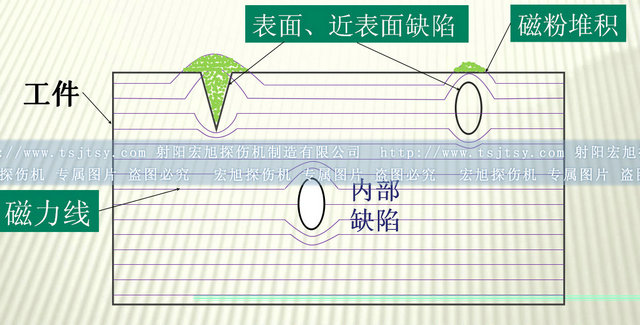
4、工件被磁化后,磁力線經過工件表面與近表面時,由于裂紋缺陷的存在,使磁力線在裂紋缺陷處形成局部畸變而產生漏磁場,此處因漏磁場形成S極與N極,吸附施加在工件表面的磁粉,在合適的光照(白光或紫外光)下形成目視可見的磁痕,從而顯示出不連續性的位置、大小、形狀和嚴重程度。
5、需要請注意的是,磁粉探傷僅針對于鐵磁性材質的工件進行無損檢測,不銹鋼、銅、鋁、鎂、不銹鋼焊條焊縫、鈦、表面較淺的劃痕、較大的孔洞、表面有厚涂層的均不可進行磁粉探傷。
原創文章轉載請注明:轉載自射陽宏旭探傷機制造有限公司www.rbbao.com